 Vertical Bearings
Vertical Bearings Horizontal Bearings
Horizontal Bearings Tilting Pad Bearings
Tilting Pad Bearings Journal Bearings
Journal Bearings Thrust Bearings
Thrust Bearings Marine Bearings
Marine Bearings PTFE Bearings
PTFE BearingsOur total customer support model ensures that our customers have peace of mind throughout the lifetime of our products and the solutions that we engineer.
Correctly diagnosing bearing issues quickly is important to prevent further downtime. The most common reasons for bearing damage are listed below, please contact us if you would like to speak to a repair specialist.
Our global network and 24 hour manufacturing capability means that we can react quickly and efficiently. We have the in-house technical expertise to undertake virtually any white metal bearing repair, whether on an original Michell Bearings product or any other manufacturer’s product.

Appearance
- Cracks on the surface in the most heavily loaded region.
- Cracking on the bearing surface extends down to and parallel to the bond line.
- Detachment of the bearing material from near the bond line.
Cause
- Can be as a result of vibration from the machine or rotating element
- The fatigue limit of the softer bearing material has been exceeded caused by excessive dynamic loads.
- Manufacturing defects causing cyclical loading, e.g. collars swash-plating and out of round journals.
Solution
- Remove the cause of the dynamic loads.
- Consider bearing materials with higher resistance to dynamic loads.
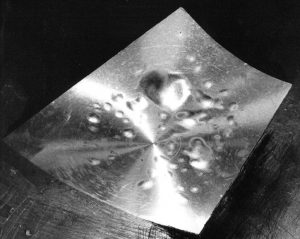
Appearance
- Blistering appears on the surface of the bearing.
- Hydrogen blisters can be any size, the largest occurrences being up to 300mm x 150mm.
Cause
- The hydrogen content of the steel diffuses to the bond line and cannot pass through the whitemetal.
- Pressure builds up and breaks the bond.
- Hydrogen not removed after the material has been rolled, then diffuses over a period of weeks, or sometimes months.
Solution
- Degas the steel in a furnace over an extended period.
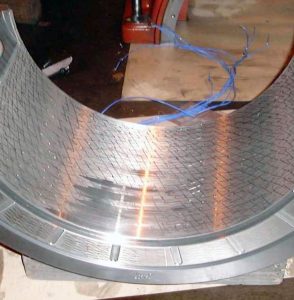
Appearance
- Damage or marking to the bearing surface, most commonly seen as polishing.
- In some cases, scoring, smearing and blackening of the bearing surface can occur due to high temperatures.
- In journal bearings, damage can occur to one end e.g. inboard or outboard of the machine.
- In thrust bearings, damage or marking can occur to only a few pads adjacent to each other.
Cause
- Poor alignment during installation.
- Misalignments occurring during operation.
- The damage is caused by localised overloading resulting in a lack of oil film.
Solution
- Seek to minimise the misalignment to within the capability of the bearing.
- Introduce a thicker grade of oil.
- Replace the bearing with a design that is easier to setup and/or more tolerant to misalignment, e.g. tilting pads, equalised thrust bearings or self-aligning bearings.

Appearance
- A light brown lacquer appears in the region of the hottest part of the bearing.
- The degree of the lacquering is dependent upon time and temperature, and is sometimes difficult to distinguish from a chemical attack.
Cause
- Exposure to high temperature causing oxidation of the oil.
- Generally lacquering occurs at temperatures exceeding 130°C, however can also form at lower temperatures, depending upon the condition of the oil.
Solution
- In most cases the lacquering is harmless but in extreme cases, the thickness of the build-up can cause overheating.
- A design change may be necessary to reduce the maximum working temperature or remove the heat more quickly from the working surface region e.g. low loss (directed) lubrication, copper chrome pads, and reduction of the oil inlet temperature.
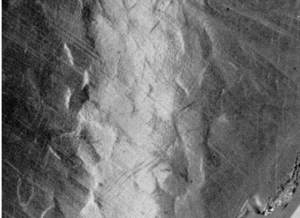
Appearance
- Marble type effect or faceting on the white metal associated with some darkening of the surface.
- In some examples it is noticeable only towards the trailing half, i.e. hotter region of the bearing.
- Wiping leading to failure can occur.
Cause
- For tin based whitemetal, over repeated thermal cycles, tin crystals undergo anisotropic thermal expansion in each crystal axis, resulting in ratcheting and the destruction of the machined surface
Solution
- In most cases, ratcheting or faceting is of a low order and the bearing can still operate successfully for very long periods.
- Reducing the grain size by changing the alloy composition and/or cooling rate during manufacture is the preferred solution.
- Lead based white metal could also be used, although this is not preferred on health and safety grounds.

Appearance
- Oil colour may darken
- Lining or black scabbing may appear on the pads
Cause
- Caused when whitemetal reacts badly to shaft material with high cronium content
- Wire wooling or black scabbing can happen very quickly and can cause damage the bearings and shaft
Solution
- The journal surface material should be modified by a reputable manufacturer
Send us an image of your issue and let our experts diagnose your problem
"*" indicates required fields